Jak dobrze dobrać ściernicę trzpieniową?
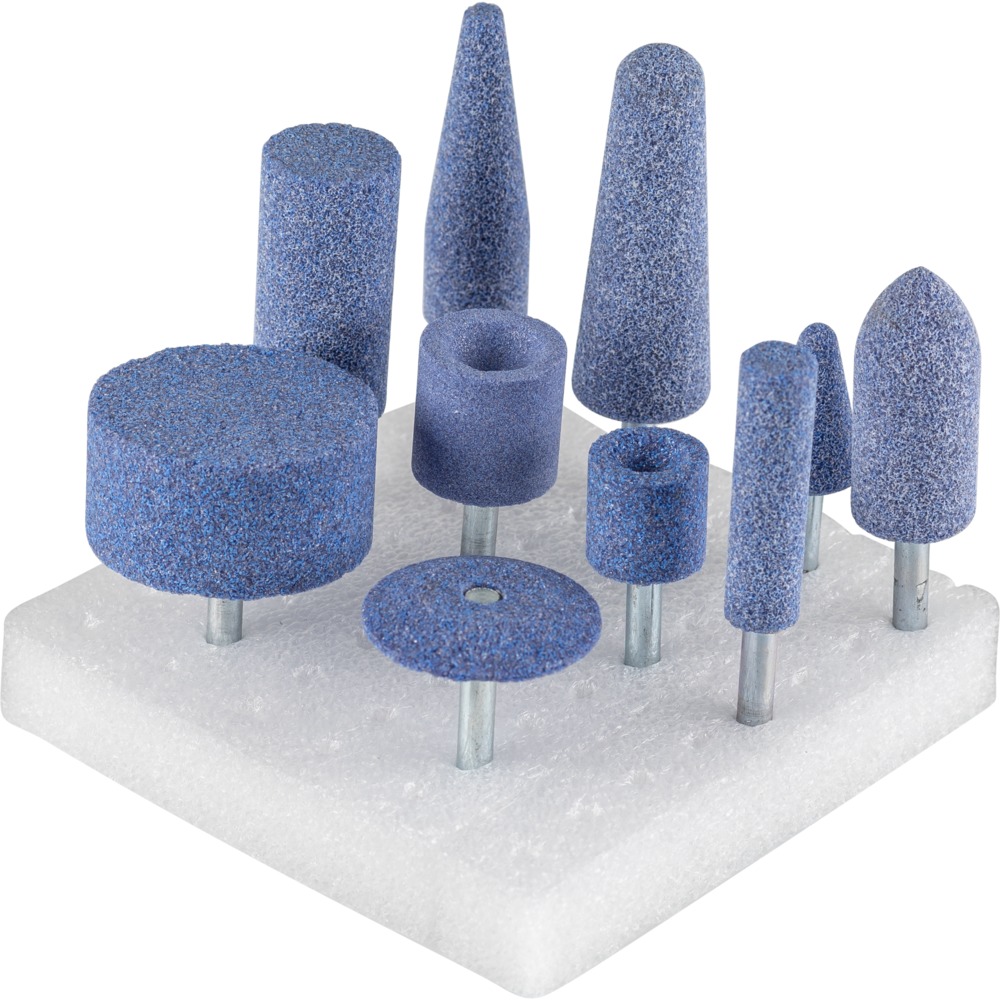
Ściernice trzpieniowe są bardzo popularnymi narzędziami w procesie obróbczym metalu. Pozwalają na odgratowywanie i szlifowanie całych powierzchni, wygładzanie i czyszczenie spawów, ale również obróbkę krawędzi (fazowanie i zaokrąglanie) i dojście do miejsc trudnodostępnych.
Na rynku jest wiele firm produkujących ściernice trzpieniowe i w związku z bardzo szeroką ofertą dobór odpowiedniego narzędzia nadal przysparza wiele kłopotu. Jednym z liderów jest firma PFERD, która oferuje bardzo szeroki wachlarz ściernic o spoiwach ceramicznym i żywicznym najwyższej jakości. Z wielu typów i wielkości ziaren oraz stopni twardości produkowane są narzędzia w najróżniejszych kształtach, dostosowane do wszelkich zadań obróbczych. Zatem od czego zacząć?
W celu doboru odpowiedniej ściernicy trzpieniowej należy zadać sobie kilka podstawowych pytań:
- Do jakiej grupy materiałów należy obrabiany detal?
- Jakie zadanie obróbcze masz do wykonania oraz jaka powinna być twardość ściernicy trzpieniowej?
- Który kształt ściernicy trzpieniowej będzie odpowiedni dla obrabianego elementu?
- Jaki wymiar będzie optymalny i czy jest dostępny?
- Czy daną ściernicą mogę optymalnie pracować na moim urządzeniu?
Oczywiście punktem wyjścia przy wyborze narzędzia do szlifowania jest ustalenie materiału, z jakiego jest wykonany obrabiany detal. Nawet, gdy mamy problem z oceną rodzaju stali czy innego stopu, należy dołożyć wszelkich starań, aby wybrana w późniejszym czasie twardość i rodzaj ziarna ściernego były optymalne i spełniały swoje zadanie. Ściernicami trzpieniowymi możemy obrobić każdy rodzaj materiału: stal, staliwo, inox, metale nieżelazne (włącznie z tytanem), żeliwo oraz tworzywa sztuczne.
Gdy obrabiany materiał jest już znany należy określić proces obróbczy. Rozróżnienie to jest konieczne w celu dobrania odpowiedniej ściernicy trzpieniowej oraz spoiwa. Spoiwo ściernicy, twardość oraz mieszanina ziarna mają znaczący wpływ na wydajność pracy, żywotność oraz agresywność narzędzia. Należy wybrać z trzech zastosowań:
- Zastosowanie uniwersalne: przy uniwersalnym zastosowaniu najważniejsza jest równowaga pomiędzy żywotnością narzędzia a wydajnością szlifowania.
- Zastosowanie na powierzchniach: przy zastosowaniu na powierzchni ściernice są mniej obciążane. Dlatego spoiwo ściernic jest porównywalnie miękkie i dopasowane optymalnie do dużych ilości usuwanego materiału.
- Zastosowanie na krawędziach: przy zastosowaniu na krawędziach ściernice muszą mieć stabilny kształt. Dlatego spoiwo jest porównywalnie twarde i tak zbudowane, żeby miało dużą żywotność.
Po tych dwóch krokach wydaje się wszystko jasne, lecz pozostaje wybranie kształtu oraz wymiaru ściernicy. Dobiera się oczywiście do kształtu obrabianego detalu, jego zawiłości konstrukcyjnej oraz ilości miejsc trudnodostępnych, gdzie należy dojść narzędziem i zebrać odpowiednią ilość materiału.
Zgodnie z normą 69170 dostępne są następujące kształty ściernic:

Kolejnym niesłychanie ważnym elementem doboru jest odpowiednie zastosowanie narzędzia w optymalnym urządzeniu. Zatem jeżeli już mamy np. szlifierkę prostą to trzeba zobaczyć, czy spełnia ona oczekiwania co do liczby obrotów optymalnych dla danego narzędzia.
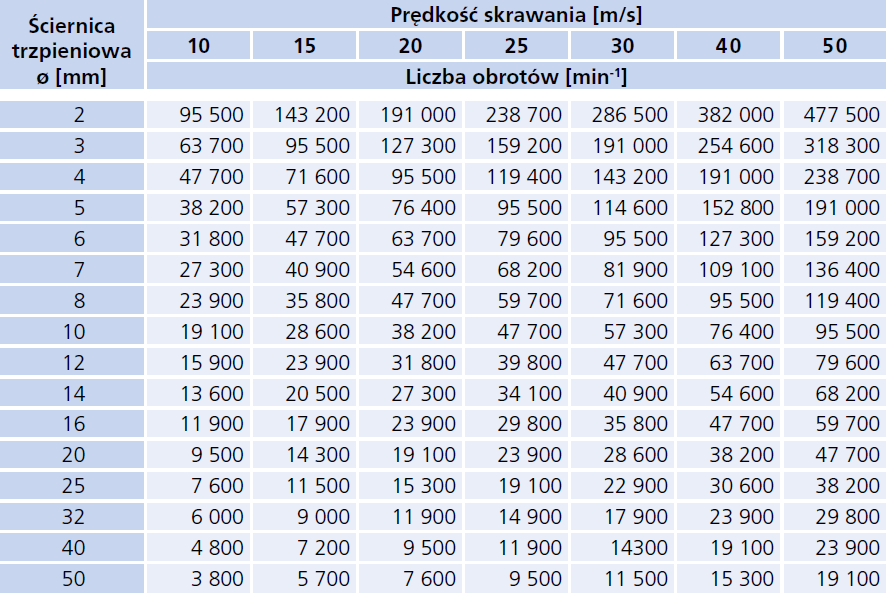
W powyższej tabeli przedstawiono zalecany zakres liczby obrotów napędu, biorąc pod uwagę jego średnicę i prędkość skrawania narzędzia. Zalecane prędkości skrawania można znaleźć również w opisach wprowadzających dotyczących różnych stopni twardości w tym katalogu.
Wskazówka:
Optymalne prędkości można znaleźć w tabelach produktów. Zostały one ograniczone do 150 000 obrotów na minutę, ponieważ komercyjne napędy nie pozwalają na większą prędkość.
Przykład:
Ściernica trzpieniowa o 20 mm
STEEL
Prędkość skrawania: 30–50 m/s
Ilość obrotów: 28 600–47 700 min-1
Aby bezpiecznie korzystać z połączenia urządzenie / narzędzie należy stosować się do poniższych wskazówek bezpieczeństwa.
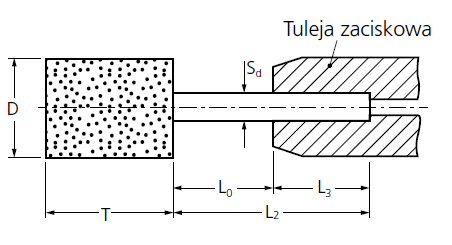
Wszystkie ściernice trzpieniowe firmy PFERD dopuszczone są do maksymalnej prędkości pracy 50 m/s. Norma DIN 69170 przewiduje maks. dopuszczalne liczby obrotów dla różnych długości (T) oraz średnic trzpieni (D). Należy ich koniecznie przestrzegać, aby uniknąć pęknięcia lub wykrzywienia trzpienia (S d ) podczas pracy ściernicą. Niezależnie od długości trzpienia (L 2 ), tuleja zaciskowa (L 3 ) musi obejmować min. 10 mm trzpienia. Maksymalnie dopuszczalna liczba obrotów wg normy EN 12413 zależy od następujących czynników:
- kształtu i rozmiaru ściernicy
- średnicy trzpienia stalowego
- prawidłowej odległości zamocowania L0
Do każdego opakowania ściernic trzpieniowych PFERD dołączone są dane dotyczące obrotów dla otwartej długości trzpienia (L 0 ) odpowiedniej ściernicy. Przy tym należy zwracać uwagę na precyzyjny ruch obrotowy oraz poprawne zamocowanie narzędzia na napędzie.

Przykład oznaczenia ściernicy i objaśnienia oznaczeń w oparciu o ISO 525

-
1. Kształty wg DIN 69170
ZY = Ściernica walcowa
WR = Ściernica kulistowalcowa
KE = Ściernica stożkowa
SP = Ściernica ostrołukowa
KU = Ściernica kulista
TO = Ściernica garnkowa
Kształty USA wg ANSI B74.2
Seria W (ściernice walcowe wymiary w calach), Serie A oraz B (pozostałe kształty)
-
2 Wymiary
Średnica ściernicy trzpieniowej Ø i wysokość ściernicy T podane w mm wynikają z pierwszych cyfr oznaczenia:
3 mm x 6 mm = 0306 20 mm x 25 mm = 2025 50 mm x 13 mm = 5013
Wymiary USA
Ściernice walcowe serii W oraz ściernice w pozostałych kształtach serii A oraz B oznaczone są one liczbą (np. W 143).
-
3 Trzpienie
W symbolu zamówieniowym podana jest tylko średnica. Długość trzpienia jest ustalana w następujący sposób:
->śr. trzpienia 3 mm = 30 mm długość trzpienia
-> śr. trzpienia 6 mm = 40 mm długość trzpienia
-> śr. trzpienia 8 mm = 40 mm długość trzpienia
-> śr. trzpienia 1/8“ = 1 1/4“ długość trzpienia
-> śr. trzpienia 1/4“ = 1 1/2“ długość trzpienia
-
4 Ścierniwo
W zasadzie stosuje się 2 rodzaje ziaren zgodnie z ISO 525:
A= Korund (Al2O3) C= Węglik krzemu (SiC)
Aby określić dokładniej gatunek ziarna oraz jego mieszaniny, stosuje się następujące symbole:
AD = Korund szlachetny ciemnoczerwony
AW = Korund szlachetny biały
AR = Korund szlachetny różowy
AN = Korund normalny
AH = Korund sferyczny
CN = Węglik krzemu zielony
CU = Węglik krzemu szary
CO = Korund ceramiczny
ADW = Korund mieszany AD + AW
ARN = Korund mieszany AR + AN
ADR = Korund mieszany AD + AR
AWCO = Korund mieszany AW + CO
-
5 Wielkości ziaren wg ISO 525 oraz ISO 8486
Wielkości ziarna w ściernicach trzpieniowych PFERD zależą od kształtu i średnicy narzędzia. Na powyższym przykładzie podana została wielkość ziarna 30.
-
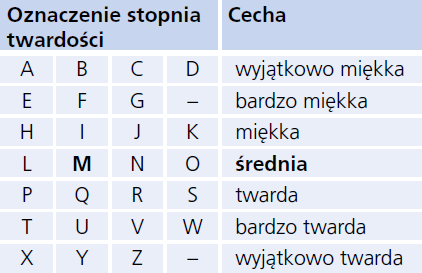
6 Stopnie twardości wg ISO 525
Stopniowanie twardości następuje rosnąco kolejnymi literami alfabetu – od miękkich do twardych. Na powyższym przykładzie podana została twardość M.
-
7 Gęstość struktury wg ISO 525
Międzynarodowa skala dla gęstości spoiw rozpoczyna się od 1 = gęsta aż po 14 = struktura otwarta (porowata). Na powyższym przykładzie gęstość struktury została określona cyfrą 5.
-
8 Spoiwo wg ISO 525
Rodzaje spoiw oznaczone są literami:
V = spoiwo ceramiczne
B = spoiwo z żywic syntetycznych.
-
9 Oznaczenie charakteryzujące wykonanie
Oznaczenie określające rodzaj obrabianego materiału.
STEEL = Uniwersalne dla stali i staliwa
STEEL EDGE = odpowiedni do obróbki krawędzi stali i staliwa
Powyższy przykład pozwala zrozumieć oznaczenia jakie stosuje firma Pferd zgodnie z normą ISO 525. Kolejne oznaczenia opisane są kolejnymi numerami od 1 do 9 a podany przykład zaznaczony jest i opisany na zielono. Oznaczenie producenta pozwala w łatwy sposób określić dany produkt i pozwala ocenić przydatność do obróbki danego detalu.
Dobór ściernicy trzpieniowej nie jest prostym procesem jednak mam nadzieję, że dzięki temu krótkiemu opisowi pozwoli w inny sposób do niego podejść i wybrać dogodny dla obrabianego elementu.
Jeżeli powyższe informacje były przydatne i chcesz być na bieżąco z ciekawostkami spawalniczymi to polub nasz profil na Facbooku! tutaj
Jeżeli masz jakiś ciekawy temat to podziel się nim z nami! Napisz do nas: [email protected]

